全国咨询热线
177 7331 8062

电 话:177 7331 8062
传 真:0731-28828378
地 址:湖南省株洲市荷塘区金山工业园枫丹南路18号
网 址 : www.fzhlys.com
硬质合金刀片是使用硬质合金制作而成的,而硬质合金是一种合金材料,主要是又比较难以融化金属的硬质化合物,还有一些粘结金属,之后通过冶金工艺制作而成的。
因此硬质合金的硬度不仅高,还具有很好的耐磨性、韧性、耐性耐腐蚀性。尤其是硬质合金的高硬度以及耐磨性是非常实用的,即使在五百度的高温下都不会变化,在一千度的温度下硬度依然很多。
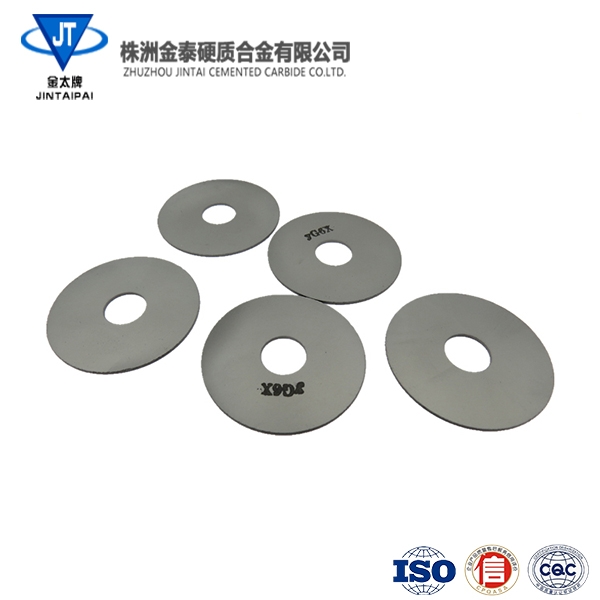
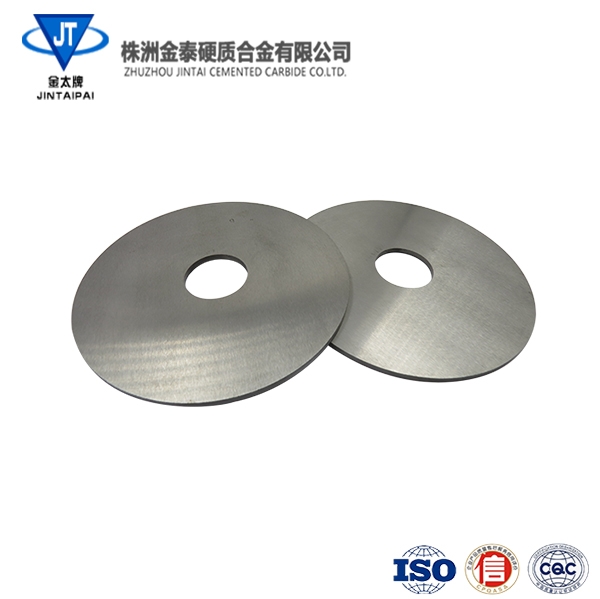
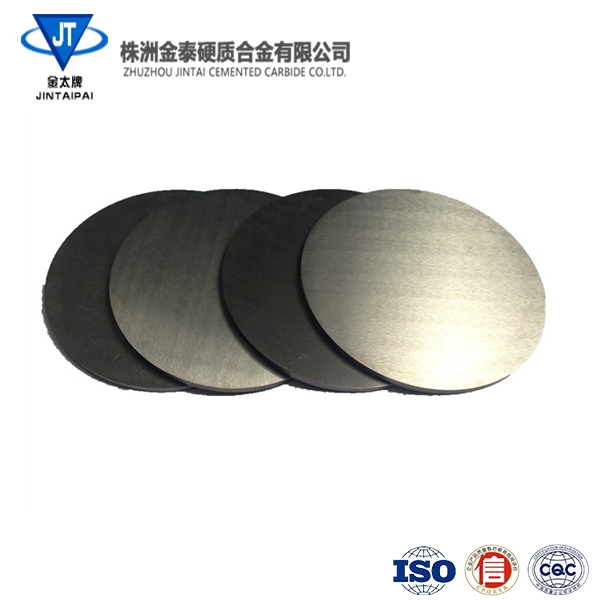
硬质合金圆刀片采用原生超细颗粒碳化钨粉生产胚料,特殊处理后,经过专业的磨削设备加工而成。产品外观好看,精度高,换刀频率底,寿命长,具有较好的性价比。主要用于纸张、薄膜、金、银箔,铝箔、铜箔、磁带等物品的分切。那么,在使用合金圆刀片时,需要注意哪些操作规范呢,下面一起来看看吧。

1、连续车削应采用硬质合金圆刀片,只有在车削间歇表面和复杂外形时,才应使用高速钢圆刀片。
2、硬质合金圆刀片的磨削应采用金刚石砂轮。材料的难度越大,就越应该重视叶片磨削的方法和质量。
3、如有必要,应使用整体式硬质合金圆形刀片,以提高圆形刀片的刚度,防止切割振动。
4、如果可能,应选择较小的正前角(0°~15°)。当切割速度较高时,可以使用负前角。对于薄壁零件,应选择较大的前角。后角应稍大(6~15)。
5、背吃水应足够大,以避免“加工面与刀片之间滑动”造成的亮带,一般不小于0.2mm。
6、进料速度不宜太小,Z小进料速度一般不小于0.1mm/ro
7、 应采用较大的主偏角(45°~75°),以减小径向切削力。
8、变形高温合金粗车时刀尖圆弧半径为0.5~0.8mm,精车时刀尖圆弧半径为0.3~0.5mm。铸造高温合金约1mm。
9、应控制芯片,否则容易切割且不安全。
在Z后一次车削进给中,应限制后刀面的磨损宽度(VBmax),磨钝标准应小于0.2mmo。
![]() 地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
地址:湖南省株洲市荷塘区金山工业园枫丹南路18号
![]() 电话: 黄经理 177 7331 8062
电话: 黄经理 177 7331 8062
![]() 邮箱:2433116560@qq.com
邮箱:2433116560@qq.com